专为薄片烟丝生产线研发定制
SQ911A 系列
薄片线滚刀式切丝机
基于SQ911技术升级创新,具有自主知识产权的国产切丝专用设备。
集成电控进刀与西门子PLC控制,实现高精度薄片切丝。
SQ911A 薄片线滚刀式切丝机
基于SQ911技术升级创新,具有自主知识产权的国产切丝专用设备。
集成电控进刀与西门子PLC控制,实现高精度薄片切丝。
结合国内外最先进切丝技术,针对薄片加工特性优化的六大核心优势。
采用步进电机驱动进刀,稳定可调。整体刀辊设计,不仅方便维修,更显著提高了装配与切削精度,确保长时间运行的稳定性。
上排链压实角度可以根据不同的物料特性进行调整,通过更换调整装置实现压实角度在12°、15°、18°三个不同的压实角度。
压实机构采用杠杆放大原理,应用可调压力技术。可根据物料特性精确控制物料压实密度,保证“烟饼”结构紧密,提升切丝质量。
采用外圆磨形式,保证砂轮与切丝刀刃接触为直线,极大提高磨削质量和效率。步进电机控制砂轮进给,配合金刚石修整,保持刀片极致锋利。
应用西门子 S7-1500 PLC 控制器,下挂 I/O 系统和 Profinet 总线,构成分层控制网络。支持与下位机、中控室联网及远程通讯,实现智能化管理。
菜单齐全,配方丰富,参数化管理。实时监测运行状态,清晰显示刀片/砂轮用量、切丝宽度、气缸压力等关键参数,操作便捷直观。
专为 1000kg/h 薄片烟丝生产线设计的高性能配置
| 参数项目 | SQ911A |
|---|---|
| 适用范围 | 薄片烟丝生产线 |
| 额定生产能力 (kg/h) | 1000 |
| 切丝宽度范围 (mm) | 0.5 ~ 1.5 |
| 刀辊直径 (mm) | ⌀600 |
| 刀门宽度 (mm) | 410 |
| 刀门高度范围 (mm) | 35 ~ 75 |
| 刀片数量 | 6 把 |
| 刀辊转速范围 (r/min) | 250 ~ 500 |
| 总功率 (Kw) | 33 |
| 整机重量 (kg) | 8500 |
* 注:额定生产能力是指物料含水率 12%,切丝宽度 0.8mm 时的最大生产能力。
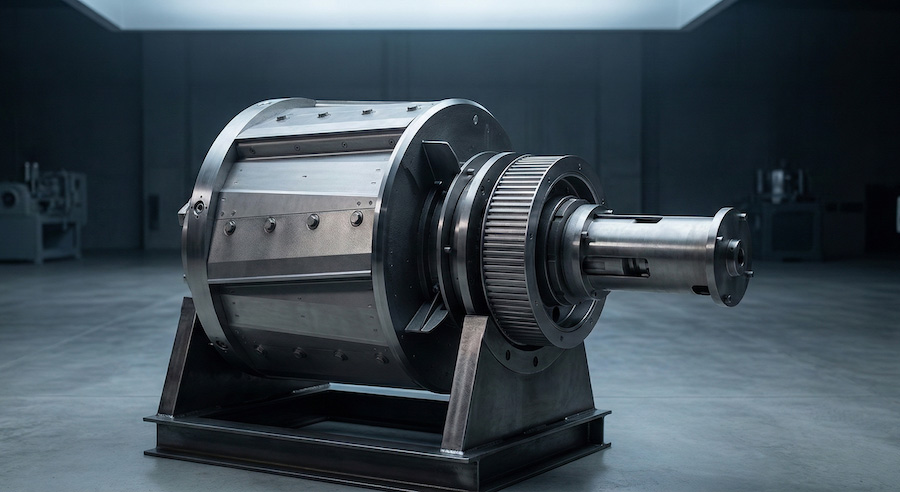
SQ911A 的核心部件。刀辊体为整体全加工构件,具有极佳的动平衡性能,均匀配置6把切丝刀片,确保切削平稳。
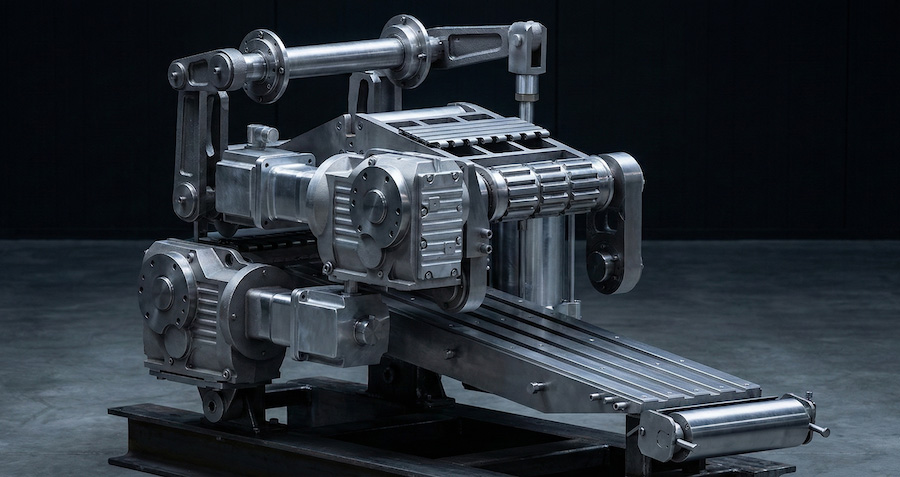
输送装置由压实机构、上排链系统、下排链系统组成,采用先进的独立驱动技术,维护更便捷。
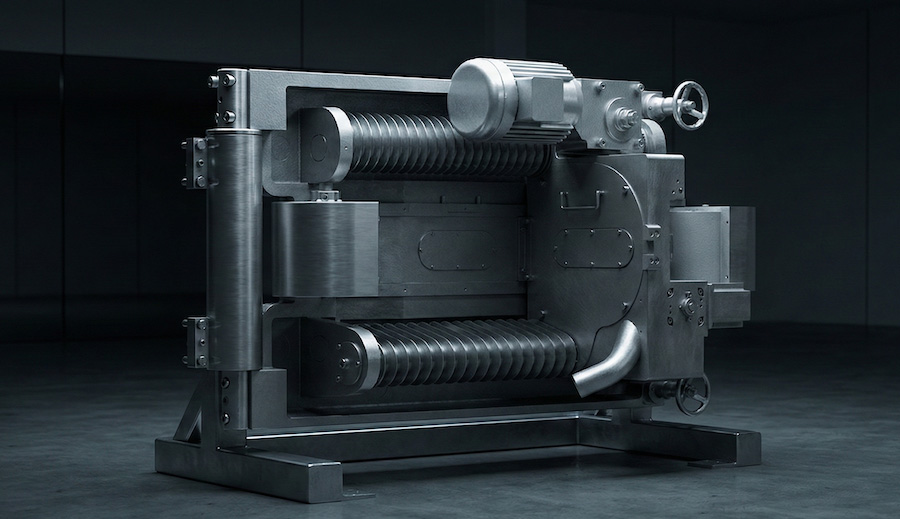
主要功能是往复磨削连续进给的切丝刀,并对砂轮进行自动修整。