中国烟草切丝机市场占有率超 50%
SQ351-356 系列
曲(直)刃水平滚刀式切丝机
集国内外先进技术于一体,拥有自主知识产权的国产新一代切丝设备。
高效 · 精准 · 智能 · 绿色

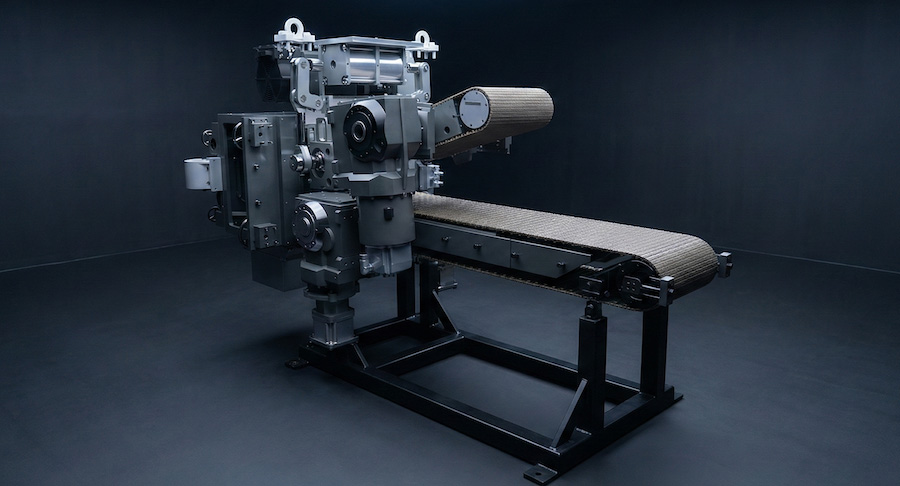
SQ35系列切丝机外观示意图
集国内外先进技术于一体,拥有自主知识产权的国产新一代切丝设备。
高效 · 精准 · 智能 · 绿色
六大核心创新点,解决传统设备痛点。
取消了复杂的机械联动结构,采用独立伺服电机驱动。故障率更低,维护更便捷。可根据切丝宽度设定速比同步控制,精确稳定。 专利号:ZL200520022540.6
上排链主动轮前置实现紧边压实,杜绝物料蠕动。采用浮动气缸与软压技术,自动适应物料厚度,降低刀门压力,提升切丝柔性。 专利号:ZL200720104952.3
刀辊内置步进电机直驱进刀,支持断续/连续进刀模式。进刀量微米级可调(0.002-0.03mm),有效延长刀片寿命,降低换刀频率。
利用刀辊移除支架,极少拆卸即可将刀辊整体移出。维修方便,装配精度高。刀辊直径达⌀650mm,8把刀配置。 专利号:ZL200720104354.6
采用外圆磨形式,保证砂轮与切丝刀刃接触为直线,磨削平直锋利,切削更轻快,减少耗材消耗。配备金刚石修整装置。
基于西门子1500 PLC与S120伺服驱动。悬吊操作盒人机界面(MTP1500),实时监测切丝机状态、能耗及故障诊断。现场总线传输,无掉网风险。
满足 3000kg/h - 8000kg/h 不同产能需求的配置方案
| 型号 | SQ351 | SQ352 | SQ353 | SQ354 | SQ355 | SQ356 |
|---|---|---|---|---|---|---|
| 主要用途 | 切叶机 | 切梗机 | 切叶机 | 切梗机 | 切叶机 | 切梗机 |
| 额定生产能力 (kg/h) | 4800 | 1300 | 6000 | 1700 | 8000 | 2000 |
| 切丝宽度 (mm) | 0.6~1.5 | 0.1~0.5 | 0.6~1.5 | 0.1~0.5 | 0.6~1.5 | 0.1~0.5 |
| 刀门高度 (mm) | 35~85 | 55~105 | 55~105 | 75~125 | 75~125 | 100~150 |
| 刀辊转速 (r/min) | 300 ~ 550 (可调) | |||||
| 刀门宽度 (mm) | 500 | |||||
| 刀辊直径 (mm) | ⌀650 (标配8把刀,可选3-10把) | |||||
| 外形尺寸 (mm) | 3785 × 2110 × 2555 (主体尺寸) | |||||
| 装机重量 (kg) | 约 10,000 | |||||
* 注:额定生产能力指含水率12%,切叶丝宽度0.8mm,切梗丝宽度0.15mm时的生产能力。支持叶/梗双功能转换。
输送装置由上、下排链部件及压实装置组成。通过楔形通道,将物料逐步压实为“烟饼”。

切丝机的核心心脏。刀辊体全加工,动平衡性能优异。直径⌀650mm,标配8把刀。
保证切丝刀锋利度及切削圆周恒定,确保烟丝宽度均匀。
SQ35系列 vs 市场主流进口/合资机型 (EVO类 / KT3类)
全国 77+ 台套在运设备,服务于各大中烟公司核心工厂。