数字控制式新一代制丝设备
SQ3B 系列
曲(直)刃水平滚刀式切丝机
卷烟厂技术改造与设备更新的理想机型。采用高性能 PLC 与 S120 伺服控制器。
适配 500kg/h 至 6400kg/h 制丝生产线,实现切丝宽度的全数字精确控制。

SQ31B - SQ38B 全系列高/中/低产机型
卷烟厂技术改造与设备更新的理想机型。采用高性能 PLC 与 S120 伺服控制器。
适配 500kg/h 至 6400kg/h 制丝生产线,实现切丝宽度的全数字精确控制。
基于数字控制技术的精密机械结构,确保连续、均匀的物料加工。
以刀辊电机为主动,排链电机为从动。PLC通过预存公式高速运算,精确调控两者的速比。在规定的切丝宽度内进行设定,系统均能自动跟踪运转,无需机械调整。
采用先进的总线技术,伺服控制器采集旋转变压器信号并反馈至 PLC,实现极高精度的闭环速度控制,确保切丝精度的稳定性。
配置直径600mm的切削圆柱体,安装8把(或4把)刀片。具备连续定量送进功能,进刀频率可自由设定(此值并不固定),每次进刀约0.03mm,并通过触摸屏实时监控刀片寿命。
用于控制刀门的升降并驱动上排链机构压实物料,气动元件提供用户SMC和FESTO两种选型。并能形成对刀门气缸、摆动气缸和气动离合器(叶机)等的精确控制。
采用齿轮齿条的往复机构,可以提高刀片磨削质量。降低刀片砂轮的耗损,并使磨削砂轮的磨削工作面与刀辊切丝刀刃为线性接触,提高刀刃的锋利度和平整性。同时通过对砂轮定位修整,确保磨削后切丝刀片的切削圆周恒定,从而保证所切烟丝的宽度均勾。
悬吊控制盒配备大屏触摸工控机。提供运行、参数设置、维修、报警及趋势图等六大画面,支持故障自诊断与实时数据显示。
提供从低产到高产(SQ31B - SQ38B)共8种机型配置
| 技术参数 | SQ31B/32B (低产) | SQ33B/34B (中产) | SQ35B/36B (高产) | SQ37B/38B (超高产) |
|---|---|---|---|---|
| 适用物料 | 叶片 / 烟梗 | 叶片 / 烟梗 | 叶片 / 烟梗 | 叶片 / 烟梗 |
| 额定生产能力 (kg/h) | 1600 / 500 | 2400 / 750 | 4000 / 1250 | 6400 / 1600 |
| 切丝宽度 (mm) | 0.5~1.5 / 0.1~0.5 | 0.5~1.5 / 0.1~0.5 | 0.5~1.5 / 0.1~0.5 | 0.5~1.5 / 0.1~0.5 |
| 刀门宽度 (mm) | 410 | |||
| 刀门高度 (mm) | 60-135 | |||
| 刀辊转速 (r/min) | 200-650 | |||
| 总功率 (kw) | 30.3 / 28.67 | |||
* 注:奇数型号为切叶丝机(垂直送料),偶数型号为切梗丝机(水平送料)。配6400kg/h叶机制丝线主要使用SQ37B,配1600kg/h梗机制丝线主要使用SQ38B。
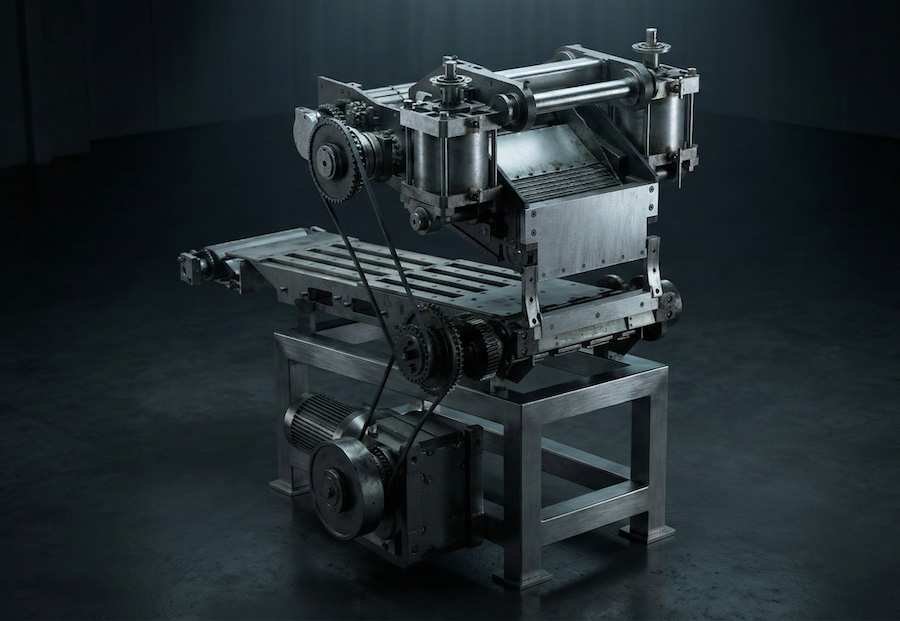
排链减速电机通过链轮驱动上、下排链同向同步转动。上排链部件采用平行四边形连杆机构,由气缸推动压实物料。

核心切削部件,支持曲刃(切梗)和直刃(切叶)两种配置。实体刀辊全加工制造,调试精度极高。