中国烟草切丝机市场占有率超 50%
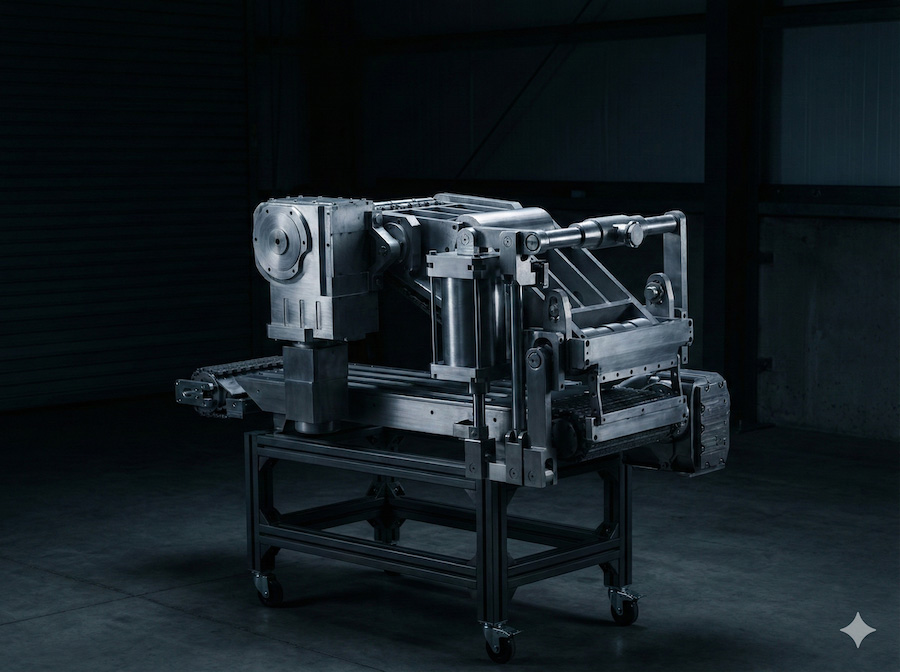
SQ34A系列
曲(直)刃水平滚刀式切丝机
突破传统驱动方式,采用上下排链独立驱动技术。
拥有自主知识产权,集高产能(最高14000kg/h)、高精度、智能化于一体。

SQ341A/SQ343A (切叶) 与 SQ342A/SQ344A (切梗) 系列
突破传统驱动方式,采用上下排链独立驱动技术。
拥有自主知识产权,集高产能(最高14000kg/h)、高精度、智能化于一体。
综合应用国内外切丝设备先进技术,针对制丝工艺参数深度优化的六大创新。
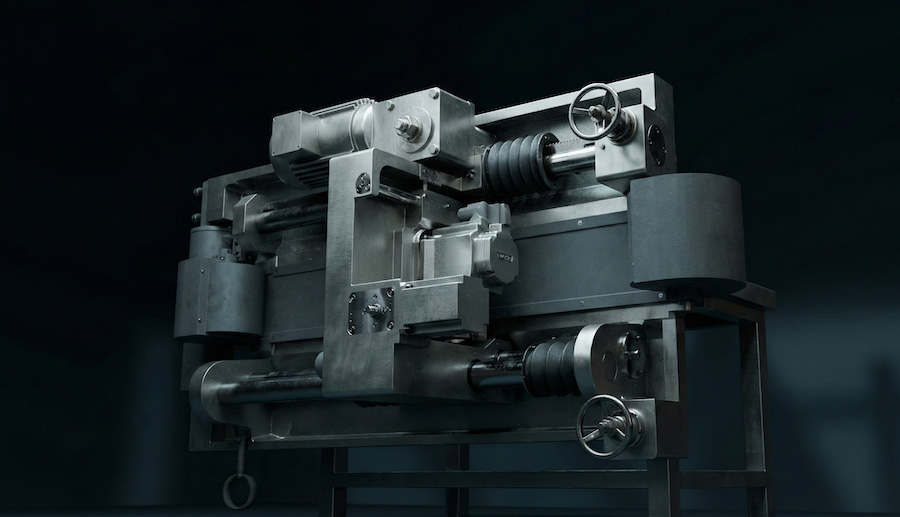
突破传统机械联动,采用同步伺服减速电机分别驱动上、下排链。下排链水平设置降低力矩,S120伺服系统电子齿轮精确同步控制,结构简单,维护便捷。 专利号:ZL200520022540.6
采用浮动气缸、增压臂及换向杆机构。通过比例减压阀实现压实力自动控制,根据物料厚度自动调整,形成结构紧密的“烟饼”,确保切丝精度。
刀辊、排链及砂轮电机均采用西门子 SINAMICS S120 伺服驱动。多轴协同控制,动态响应极佳,无需制动电阻即可实现能量回馈,节能高效。
⌀650mm大直径刀辊,均匀配置10把切丝刀。整体全加工构件,动平衡性能优异。配备独立气动进刀装置,支持连续定量自动进给与手动/自动一体化控制。
采用外圆磨削方式,刃口为直线,刀片锋利,切削阻力小。往复机构采用齿轮齿条结构,运行平稳,配备自动修整装置,确保切削圆周恒定。
提供友好的三维立体人机界面。实时显示刀门高度、料位、电流波形及趋势曲线,操作直观便捷。
覆盖 1200kg/h 至 14000kg/h 的全产能配置方案
| 型号 | SQ341A | SQ342A | SQ343A | SQ344A |
|---|---|---|---|---|
| 主要用途 | 切叶机 | 切梗机 | 切叶机 | 切梗机 |
| 额定生产能力 (kg/h) | 4800 ~ 9000 | 1200 ~ 2100 | 7000 ~ 14000 | 1900 ~ 3000 |
| 切丝宽度 (mm) | 0.6 ~ 1.5 | 0.1 ~ 0.5 | 0.6 ~ 1.5 | 0.1 ~ 0.5 |
| 刀门高度 (mm) | 70 ~ 115 | 70 ~ 115 | 100 ~ 150 | 100 ~ 150 |
| 刀辊转速 (r/min) | 300 ~ 550 (可调) | |||
| 刀片数量 | 10 把 (可选 6/8 把) | |||
| 刀辊直径 (mm) | ⌀650 | |||
| 整机重量 (kg) | 约 10,000 | |||
* 注:额定生产能力指含水率12%,切叶丝宽度0.8mm,切梗丝宽度0.15mm时的生产能力。支持叶/梗双功能转换。
由上、下铜排链及压实装置构成楔形通道。独特的摆杆滑槽机构确保上刀门运动轨迹与切丝刀切削半径作等距圆周运动,间隙恒定。
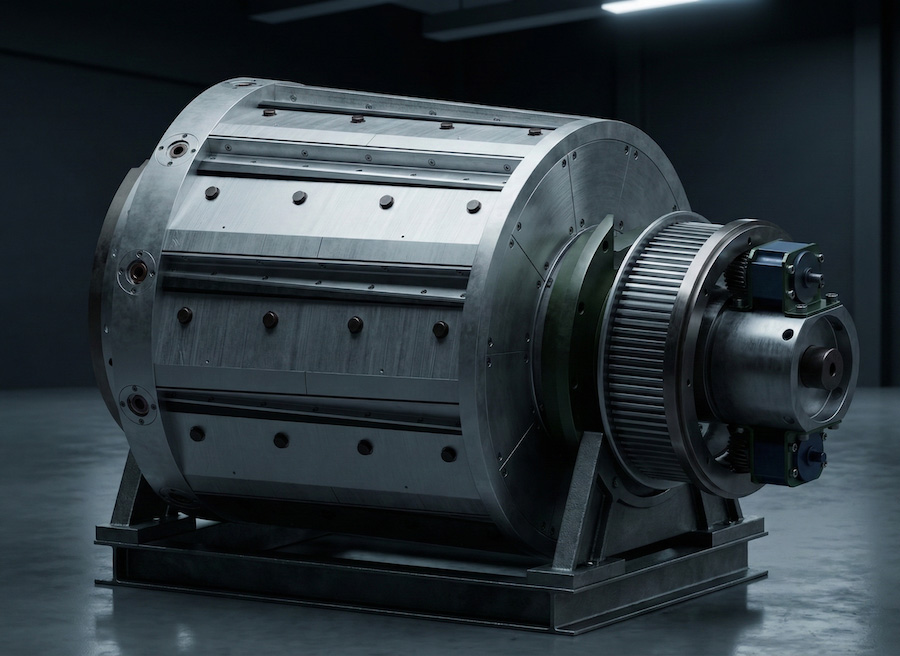
核心心脏部件,直径⌀650mm,均匀配置10把切丝刀。整体式全加工刀辊体,动平衡性能优异。
确保刀片始终锋利及切削圆周恒定,这是保证烟丝宽度均匀的关键。
SQ34A系列 vs 市场主流进口/合资机型 (EVO类 / KT3类)
SQ34A系列已广泛服务于多家核心卷烟工厂,赢得客户信赖。
"选择SQ34A系列,就是选择高效、精准与可持续的未来。助力烟草生产企业实现降本增效与高质量发展。"