集成多项专利技术 · 创新设计
NQ系列
直(曲)刃水平滚刀式切丝机
集成先进伺服驱动技术,刀辊内置步进电机进刀。
专为高精度切丝设计,满足从实验线到精品制丝线的全范围需求。
NQ11 (实验型) / NQ12 (低产型) / NQ13 (精品型)
集成先进伺服驱动技术,刀辊内置步进电机进刀。
专为高精度切丝设计,满足从实验线到精品制丝线的全范围需求。
基于深入研究与多项专利技术,对切丝机关键技术要素进行的创新升级。
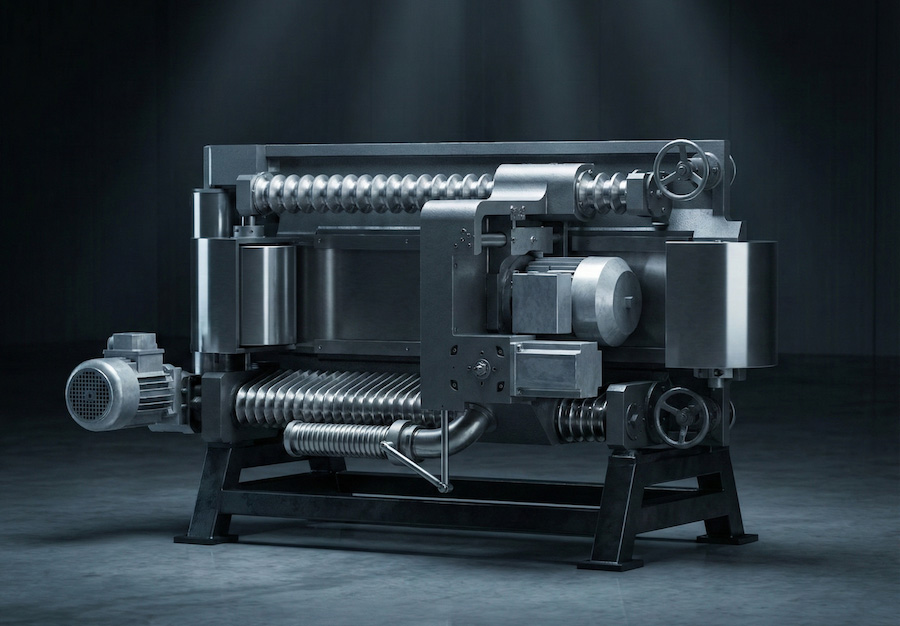
刀辊内部集成步进电机驱动进刀系统,通过运动分配机构同步传至进刀轴。进刀稳定可调,无需外部机械传动链,结构更紧凑,控制更精准。
上、下排链分别采用独立的同步伺服电机驱动。通过精确控制上下排链的进料速度,不仅实现了与刀辊转速的完美同步,更确保了切丝宽度的精确性。
应用比例压力阀技术,自动控制物料压实密度。窄刀门宽度(300mm)配合小直径刀辊,确保物料在切削前形成密度均匀的“烟饼”,提升切丝质量。
采用整体刀辊体结构(⌀450mm),具有良好的动平衡性能。整体安装设计不仅提高了装配精度,更极大地便利了后期的维修与保养。
磨刀采用外圆磨削形式,保证砂轮与切丝刀刃的接触为直线接触。这种设计提高了磨削质量和效率,显著减少了刀片和砂轮的消耗。
配备悬吊操作盒与触摸屏人机界面。实时监测运行状态,直接显示刀片/砂轮用量。切丝宽度、气缸压力等参数可直接数字化设置,操作极其便捷。
满足从实验研发到规模化生产的多样化需求
| 型号 | NQ11 (实验型) | NQ12 (低产型) | NQ13 (精品型) |
|---|---|---|---|
| 主要用途 | 实验线 / 研发 | 中小规模生产线 | 主力精品生产线 |
| 生产能力 (kg/h) | 150 ~ 300 | 300 ~ 800 | 800 ~ 1500 |
| 切丝宽度 (mm) | 叶丝: 0.5 ~ 1.5 / 梗丝: 0.1 ~ 0.3 (无级调整) | ||
| 刀门宽度 (mm) | 200 | 300 | 300 |
| 刀片数量 | 3 | 3 | 5 |
| 刀辊直径 (mm) | ⌀450 | ||
| 刀辊转速 (r/min) | 250 ~ 500 | ||
| 刀门高度 (mm) | 20 ~ 50 (可调范围35mm) | ||
* 注:曲刃刀辊和直刃刀辊可以互换,用户可根据个性化要求选用。

下排链水平倾角3°设置,降低驱动力矩。上排链结合摆杆滑槽机构,确保上刀门运动轨迹与切削圆周间隙恒定。
切丝机的核心心脏。整体式刀辊体,集成3把或5把水平刀片。支持手动与自动进刀。
往复刃磨系统,确保刀片锋利,切削圆周恒定。
NQ系列相比传统切丝机的显著优势