膨化梗制丝工艺首选装备
SQ39系列
膨化梗滚刀式切丝机
专为膨化梗制丝特性研发。
集成独立驱动、直线外圆磨削与步进进刀技术,实现高精度“切片+制丝”工艺。

SQ39 膨化梗滚刀式切丝机 (1500kg/h 额定产能)
专为膨化梗制丝特性研发。
集成独立驱动、直线外圆磨削与步进进刀技术,实现高精度“切片+制丝”工艺。
综合应用多项专利技术,针对膨化梗物理特性进行深度优化的四大技术突破。
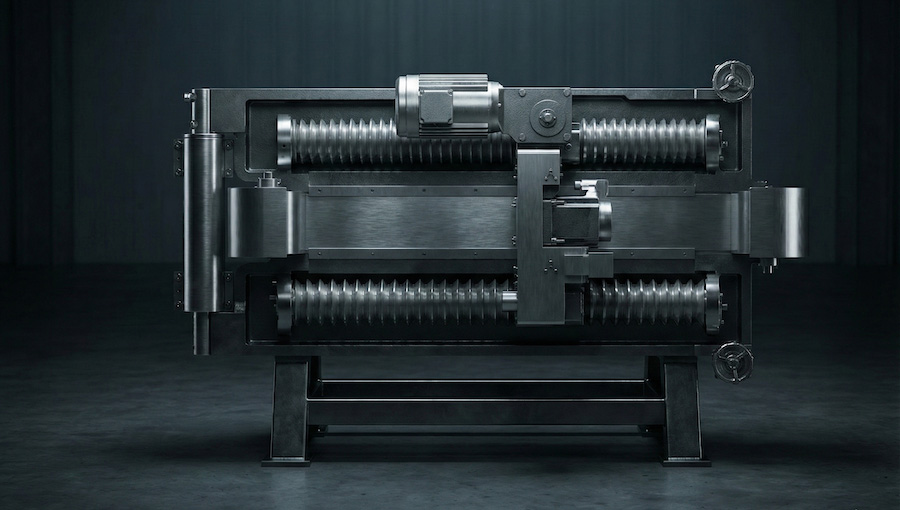
上、下排链分别采用同步伺服电机独立驱动。下排链水平设置降低力矩,控制系统精确同步控制上下排链进料速度,维护更便捷,符合切丝高精度要求。
采用外圆磨削方式,确保砂轮与切丝刀刃接触为直线,极大提高磨削质量与效率。配备双金刚石修整与伺服电缸进给,保证刀片始终锋利。
采用步进减速电机驱动进刀,稳定可调。支持断续渐进与连续进刀模式,可根据不同物料与工艺要求在线调整参数,实现微量精准进给。进砂轮采用“S120+伺服电缸”模式实现砂轮进给,与刀辊控制集成,高精度、快速动态响应、高可靠性。
综合应用西门子伺服技术与PLC控制器,采用现场总线技术构成分层控制网络。支持与中控室联网通讯,实现远程诊断与数据交互。
应用气动比例减压阀与增力杠杆机构,根据物料流量自动调节压实力。确保膨化梗形成结构紧密的“烟饼”,满足特定工艺密度要求。
上排链压实角度可以根据不同的物料特性进行调整,通过更换调整装置实现压实角度在12°、15°、18°三个不同的压实角度。
适用于 1500kg/h 膨化梗制丝生产线
| 参数项目 | SQ39 技术指标 |
|---|---|
| 主要用途 | 膨化梗制丝 (切片/切丝) |
| 额定生产能力 (kg/h) | 1500 |
| 切丝宽度 (mm) | 0.30 ~ 0.50 (无级调整) |
| 刀门宽度 (mm) | 500 |
| 刀门高度 (mm) | 40 ~ 100 |
| 刀辊转速 (r/min) | 200 ~ 550 (可调) |
| 刀片数量 | 8 把 |
| 刀辊直径 (mm) | ⌀650 |
| 整机重量 (kg) | 约 11,500 |
* 注:额定生产能力指含水率12%,切丝宽度0.30mm时的生产能力。特别适用于膨化梗制丝工艺中的第一刀“切片”工序。
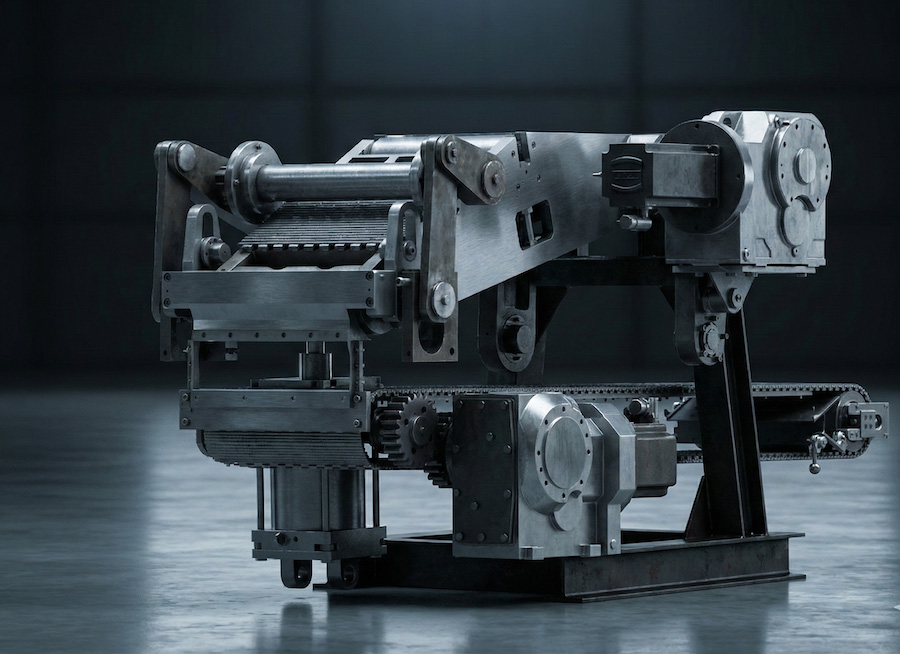
SQ39 摒弃传统机械联动,采用更先进的独立驱动架构,专为膨化梗物料特性优化。

直径⌀650mm的大直径刀辊,配合8把切丝刀,提供卓越的切削动能与稳定性。
采用先进的外圆磨削原理,确保切丝刀刃始终处于最佳切削状态。
为什么 SQ39 是膨化梗制丝工艺的最佳选择?
膨化梗制丝工艺通常采用“先切片,后制丝”的两刀工序。第一刀切片质量直接决定了最终成丝率与造碎率。
基于国内生产实际,SQ39 在设计上充分考虑了操作人员的使用习惯与维护效率。
作为具有自主知识产权的国产膨化梗切丝专用设备,SQ39系列提供全方位的技术支持。
提供原产备件,确保机器性能与质量保证。建议定期更换刀片、砂轮及同步齿形带等易损件。
提供专业的安装调试服务,并对操作人员进行规范化培训,确保掌握操作、润滑及维护技能。
我们致力于产品的持续改进。结合用户反馈,不断提升控制软件与机械结构性能。