數位控制式新一代製絲設備
SQ3B 系列
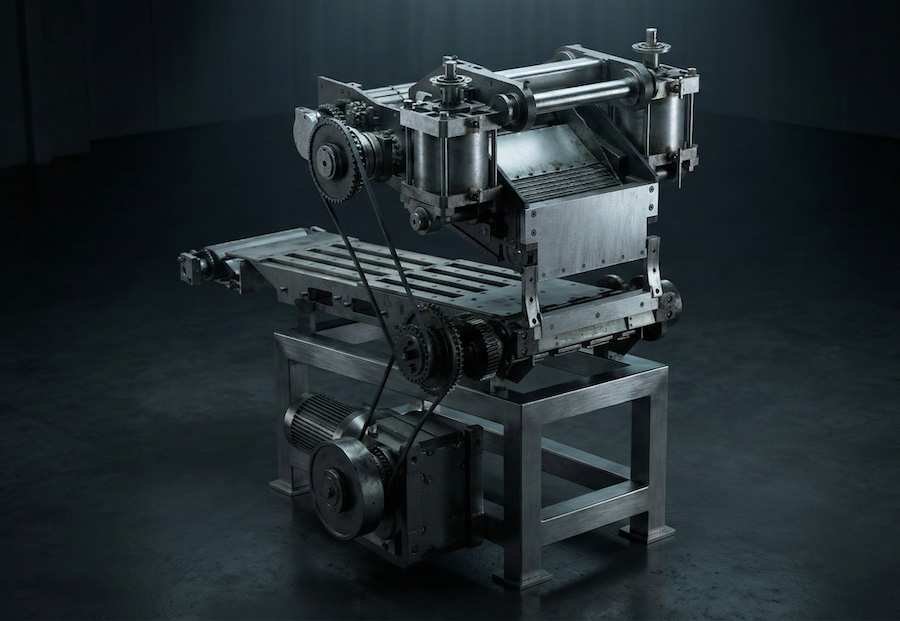
曲(直)刃水平滾刀式切絲機
捲煙廠技術改造與設備更新的理想機型。採用高性能 PLC 與 S120 伺服控制器。
適配 500kg/h 至 6400kg/h 製絲生產線,實現切絲寬度的全數位精確控制。

SQ31B - SQ38B 全系列高/中/低產機型
捲煙廠技術改造與設備更新的理想機型。採用高性能 PLC 與 S120 伺服控制器。
適配 500kg/h 至 6400kg/h 製絲生產線,實現切絲寬度的全數位精確控制。
基於數位控制技術的精密機械結構,確保連續、均勻的物料加工。
以刀輥電機為主動,排鏈電機為從動。PLC通過預存公式高速運算,精確調控兩者的速比。在規定的切絲寬度內進行設定,系統均能自動跟蹤運轉,無需機械調整。
採用先進的匯流排技術,伺服控制器採集旋轉變壓器信號並反饋至 PLC,實現極高精度的閉環速度控制,確保切絲精度的穩定性。
配置直徑600mm的切削圓柱體,安裝8把(或4把)刀片。具備連續定量送進功能,進刀頻率可自由設定(此值並不固定),每次進刀約0.03mm,並通過觸摸屏實時監控刀片壽命。
用於控制刀門的升降並驅動上排鏈機構壓實物料,氣動元件提供用戶SMC和FESTO兩種選型。並能形成對刀門氣缸、擺動氣缸和氣動離合器(葉機)等的精確控制。
採用齒輪齒條的往復機構,可以提高刀片磨削質量。降低刀片砂輪的耗損,並使磨削砂輪的磨削工作面與刀輥切絲刀刃為線性接觸,提高刀刃的鋒利度和平整性。同時通過對砂輪定位修整,確保磨削後切絲刀片的切削圓周恆定,從而保證所切煙絲的寬度均勻。
懸吊控制盒配備大屏觸摸工控機。提供運行、參數設置、維修、報警及趨勢圖等六大畫面,支持故障自診斷與實時數據顯示。
提供從低產到高產(SQ31B - SQ38B)共8種機型配置
| 技術參數 | SQ31B/32B (低產) | SQ33B/34B (中產) | SQ35B/36B (高產) | SQ37B/38B (超高產) |
|---|---|---|---|---|
| 適用物料 | 葉片 / 煙梗 | 葉片 / 煙梗 | 葉片 / 煙梗 | 葉片 / 煙梗 |
| 額定生產能力 (kg/h) | 1600 / 500 | 2400 / 750 | 4000 / 1250 | 6400 / 1600 |
| 切絲寬度 (mm) | 0.5~1.5 / 0.1~0.5 | 0.5~1.5 / 0.1~0.5 | 0.5~1.5 / 0.1~0.5 | 0.5~1.5 / 0.1~0.5 |
| 刀門寬度 (mm) | 410 | |||
| 刀門高度 (mm) | 60-135 | |||
| 刀輥轉速 (r/min) | 200-650 | |||
| 總功率 (kw) | 30.3 / 28.67 | |||
* 註:奇數型號為切葉絲機(垂直送料),偶數型號為切梗絲機(水平送料)。配6400kg/h葉機制絲線主要使用SQ37B,配1600kg/h梗機制絲線主要使用SQ38B。
排鏈減速電機通過鏈輪驅動上、下排鏈同向同步轉動。上排鏈部件採用平行四邊形連桿機構,由氣缸推動壓實物料。

核心切削部件,支持曲刃(切梗)和直刃(切葉)兩種配置。實體刀輥全加工製造,調試精度極高。