集成多項專利技術 · 創新設計
NQ系列
直(曲)刃水平滾刀式切絲機
集成先進伺服驅動技術,刀輥內置步進馬達進刀。
專為高精度切絲設計,滿足從實驗線到精品製絲線的全範圍需求。
NQ11 (實驗型) / NQ12 (低產型) / NQ13 (精品型)
集成先進伺服驅動技術,刀輥內置步進馬達進刀。
專為高精度切絲設計,滿足從實驗線到精品製絲線的全範圍需求。
基於深入研究與多項專利技術,對切絲機關鍵技術要素進行的創新升級。
刀輥內部集成步進馬達驅動進刀系統,通過運動分配機構同步傳至進刀軸。進刀穩定可調,無需外部機械傳動鏈,結構更緊湊,控制更精準。
上、下排鏈分別採用獨立的同步伺服馬達驅動。通過精確控制上下排鏈的進料速度,不僅實現了與刀輥轉速的完美同步,更確保了切絲寬度的精確性。
應用比例壓力閥技術,自動控制物料壓實密度。窄刀門寬度(300mm)配合小直徑刀輥,確保物料在切削前形成密度均勻的「菸餅」,提升切絲質量。
採用整體刀輥體結構(⌀450mm),具有良好的動平衡性能。整體安裝設計不僅提高了裝配精度,更極大地便利了後期的維修與保養。
磨刀採用外圓磨削形式,保證砂輪與切絲刀刃的接觸為直線接觸。這種設計提高了磨削質量和效率,顯著減少了刀片和砂輪的消耗。
配備懸吊操作盒與觸控螢幕人機介面。實時監測運行狀態,直接顯示刀片/砂輪用量。切絲寬度、氣壓缸壓力等參數可直接數位化設置,操作極其便捷。
滿足從實驗研發到規模化生產的多樣化需求
| 型號 | NQ11 (實驗型) | NQ12 (低產型) | NQ13 (精品型) |
|---|---|---|---|
| 主要用途 | 實驗線 / 研發 | 中小規模生產線 | 主力精品生產線 |
| 生產能力 (kg/h) | 150 ~ 300 | 300 ~ 800 | 800 ~ 1500 |
| 切絲寬度 (mm) | 葉絲: 0.5 ~ 1.5 / 梗絲: 0.1 ~ 0.3 (無級調整) | ||
| 刀門寬度 (mm) | 200 | 300 | 300 |
| 刀片數量 | 3 | 3 | 5 |
| 刀輥直徑 (mm) | ⌀450 | ||
| 刀輥轉速 (r/min) | 250 ~ 500 | ||
| 刀門高度 (mm) | 20 ~ 50 (可調範圍35mm) | ||
* 註:曲刃刀輥和直刃刀輥可以互換,用戶可根據個性化要求選用。

下排鏈水平傾角3°設置,降低驅動力矩。上排鏈結合擺桿滑槽機構,確保上刀門運動軌跡與切削圓周間隙恆定。
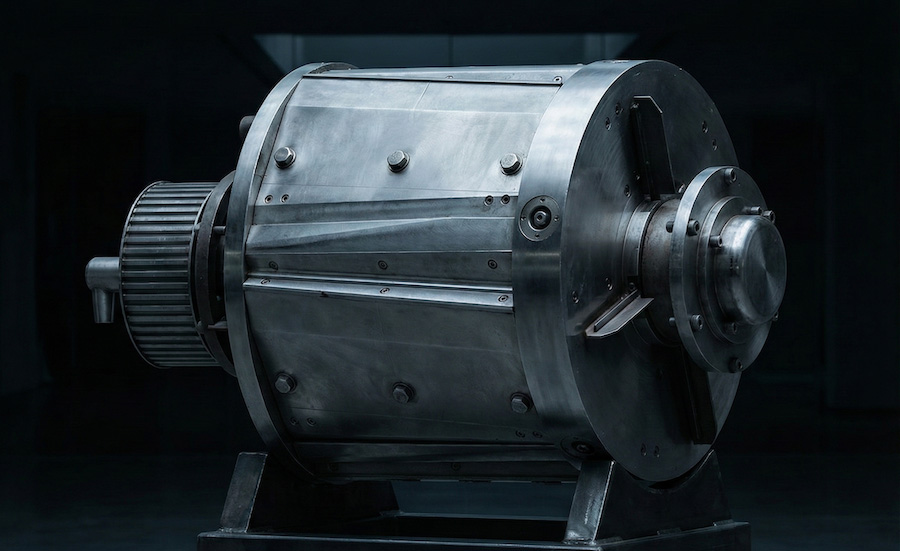
切絲機的核心心臟。整體式刀輥體,集成3把或5把水平刀片。支持手動與自動進刀。
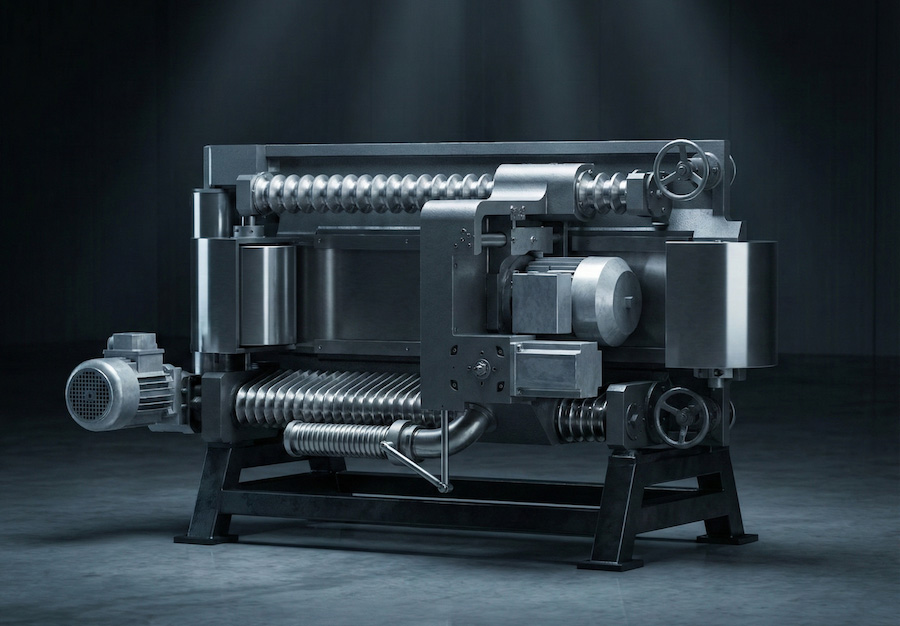
往複刃磨系統,確保刀片鋒利,切削圓周恆定。
NQ系列相比傳統切絲機的顯著優勢