膨化梗製絲工藝首選裝備
SQ39系列
膨化梗滾刀式切絲機
專為膨化梗製絲特性研發。
集成獨立驅動、直線外圓磨削與步進進刀技術,實現高精度「切片+製絲」工藝。

SQ39 膨化梗滾刀式切絲機 (1500kg/h 額定產能)
專為膨化梗製絲特性研發。
集成獨立驅動、直線外圓磨削與步進進刀技術,實現高精度「切片+製絲」工藝。
綜合應用多項專利技術,針對膨化梗物理特性進行深度優化的四大技術突破。
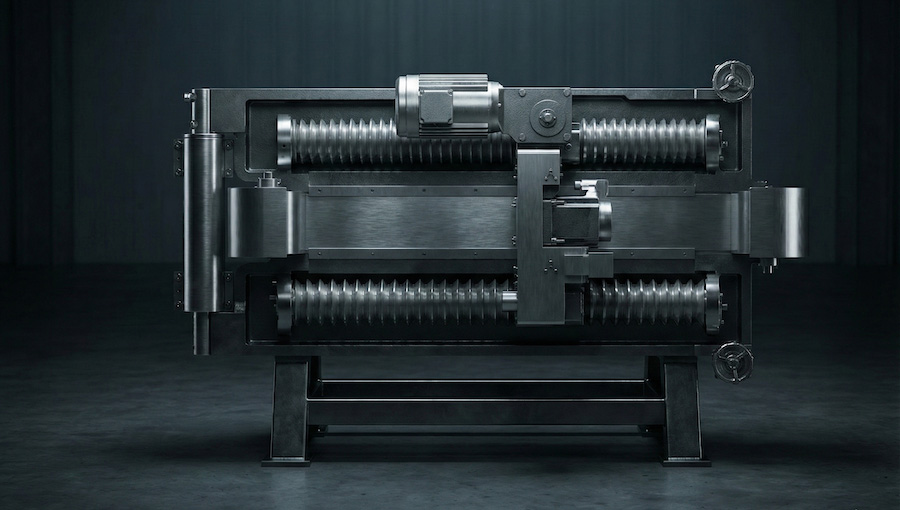
上、下排鏈分別採用同步伺服電機獨立驅動。下排鏈水平設置降低力矩,控制系統精確同步控制上下排鏈進料速度,維護更便捷,符合切絲高精度要求。
採用外圓磨削方式,確保砂輪與切絲刀刃接觸為直線,極大提高磨削質量與效率。配備雙金剛石修整與伺服電缸進給,保證刀片始終鋒利。
採用步進減速電機驅動進刀,穩定可調。支持斷續漸進與連續進刀模式,可根據不同物料與工藝要求在線調整參數,實現微量精準進給。進砂輪採用「S120+伺服電缸」模式實現砂輪進給,與刀輥控制集成,高精度、快速動態響應、高可靠性。
綜合應用西門子伺服技術與PLC控制器,採用現場總線技術構成分層控制網絡。支持與中控室聯網通訊,實現遠程診斷與數據交互。
應用氣動比例減壓閥與增力槓桿機構,根據物料流量自動調節壓實力。確保膨化梗形成結構緊密的「煙餅」,滿足特定工藝密度要求。
上排鏈壓實角度可以根據不同的物料特性進行調整,通過更換調整裝置實現壓實角度在12°、15°、18°三個不同的壓實角度。
適用於 1500kg/h 膨化梗製絲生產線
| 參數項目 | SQ39 技術指標 |
|---|---|
| 主要用途 | 膨化梗製絲 (切片/切絲) |
| 額定生產能力 (kg/h) | 1500 |
| 切絲寬度 (mm) | 0.30 ~ 0.50 (無級調整) |
| 刀門寬度 (mm) | 500 |
| 刀門高度 (mm) | 40 ~ 100 |
| 刀輥轉速 (r/min) | 200 ~ 550 (可調) |
| 刀片數量 | 8 把 |
| 刀輥直徑 (mm) | ⌀650 |
| 整機重量 (kg) | 約 11,500 |
* 註:額定生產能力指含水率12%,切絲寬度0.30mm時的生產能力。特別適用於膨化梗製絲工藝中的第一刀「切片」工序。
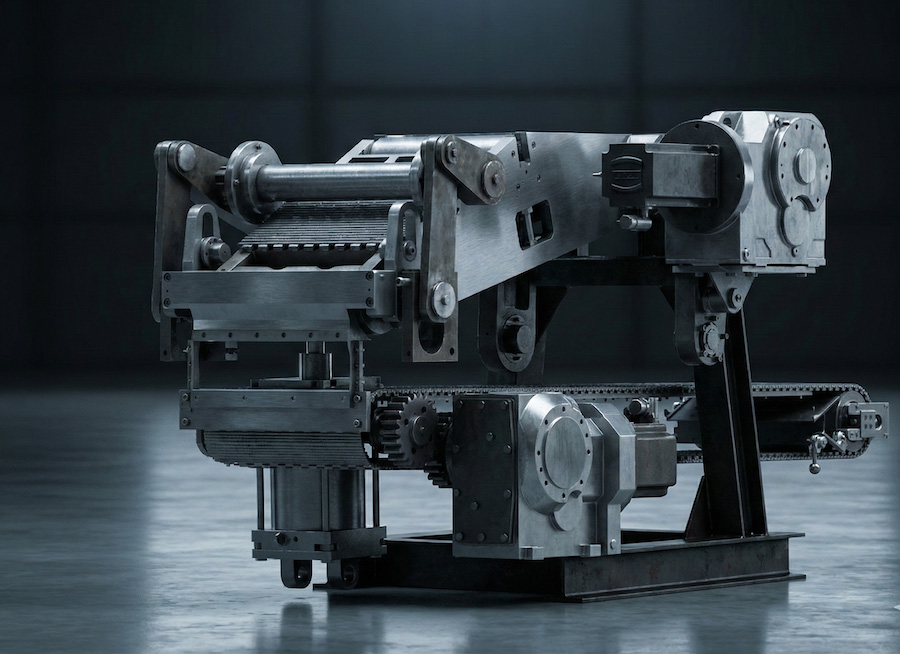
SQ39 摒棄傳統機械聯動,採用更先進的獨立驅動架構,專為膨化梗物料特性優化。

直徑⌀650mm的大直徑刀輥,配合8把切絲刀,提供卓越的切削動能與穩定性。
採用先進的外圓磨削原理,確保切絲刀刃始終處於最佳切削狀態。
為什麼 SQ39 是膨化梗製絲工藝的最佳選擇?
膨化梗製絲工藝通常採用「先切片,後製絲」的兩刀工序。第一刀切片質量直接決定了最終成絲率與造碎率。
基於國內生產實際,SQ39 在設計上充分考慮了操作人員的使用習慣與維護效率。
作為具有自主知識產權的國產膨化梗切絲專用設備,SQ39系列提供全方位的技術支持。
提供原產備件,確保機器性能與質量保證。建議定期更換刀片、砂輪及同步齒形帶等易損件。
提供專業的安裝調試服務,並對操作人員進行規範化培訓,確保掌握操作、潤滑及維護技能。
我們致力於產品的持續改進。結合用戶反饋,不斷提升控制軟件與機械結構性能。