中國菸草切絲機市場佔有率超 50%
SQ351-356 系列
曲(直)刃水平滾刀式切絲機
集國內外先進技術於一體,擁有自主知識產權的國產新一代切絲設備。
高效 · 精準 · 智能 · 綠色

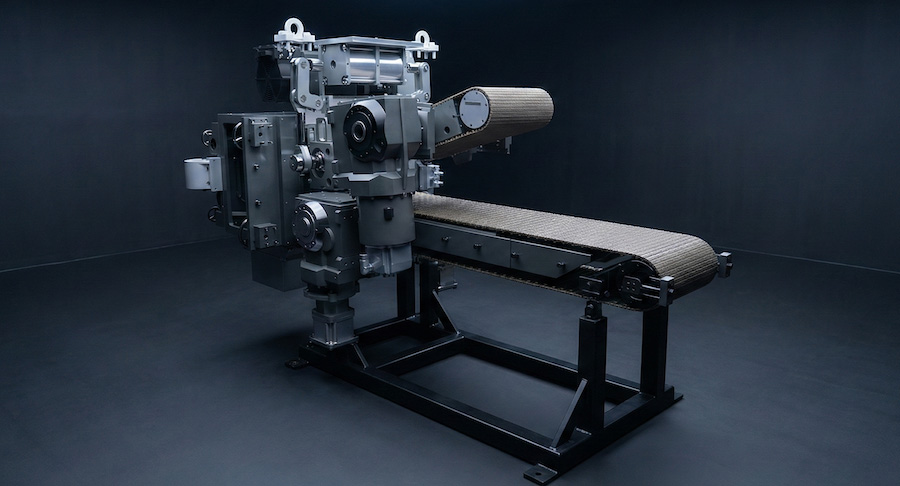
SQ35系列切絲機外觀示意圖
集國內外先進技術於一體,擁有自主知識產權的國產新一代切絲設備。
高效 · 精準 · 智能 · 綠色
六大核心創新點,解決傳統設備痛點。
取消了複雜的機械聯動結構,採用獨立伺服電機驅動。故障率更低,維護更便捷。可根據切絲寬度設定速比同步控制,精確穩定。 專利號:ZL200520022540.6
上排鏈主動輪前置實現緊邊壓實,杜絕物料蠕動。採用浮動氣缸與軟壓技術,自動適應物料厚度,降低刀門壓力,提升切絲柔性。 專利號:ZL200720104952.3
刀輥內置步進電機直驅進刀,支持斷續/連續進刀模式。進刀量微米級可調(0.002-0.03mm),有效延長刀片壽命,降低換刀頻率。
利用刀輥移除支架,極少拆卸即可將刀輥整體移出。維修方便,裝配精度高。刀輥直徑達⌀650mm,8把刀配置。 專利號:ZL200720104354.6
採用外圓磨形式,保證砂輪與切絲刀刃接觸為直線,磨削平直鋒利,切削更輕快,減少耗材消耗。配備金剛石修整裝置。
基於西門子1500 PLC與S120伺服驅動。懸吊操作盒人機介面(MTP1500),實時監測切絲機狀態、能耗及故障診斷。現場總線傳輸,無掉網風險。
滿足 3000kg/h - 8000kg/h 不同產能需求的配置方案
| 型號 | SQ351 | SQ352 | SQ353 | SQ354 | SQ355 | SQ356 |
|---|---|---|---|---|---|---|
| 主要用途 | 切葉機 | 切梗機 | 切葉機 | 切梗機 | 切葉機 | 切梗機 |
| 額定生產能力 (kg/h) | 4800 | 1300 | 6000 | 1700 | 8000 | 2000 |
| 切絲寬度 (mm) | 0.6~1.5 | 0.1~0.5 | 0.6~1.5 | 0.1~0.5 | 0.6~1.5 | 0.1~0.5 |
| 刀門高度 (mm) | 35~85 | 55~105 | 55~105 | 75~125 | 75~125 | 100~150 |
| 刀輥轉速 (r/min) | 300 ~ 550 (可調) | |||||
| 刀門寬度 (mm) | 500 | |||||
| 刀輥直徑 (mm) | ⌀650 (標配8把刀,可選3-10把) | |||||
| 外形尺寸 (mm) | 3785 × 2110 × 2555 (主體尺寸) | |||||
| 裝機重量 (kg) | 約 10,000 | |||||
* 註:額定生產能力指含水率12%,切葉絲寬度0.8mm,切梗絲寬度0.15mm時的生產能力。支持葉/梗雙功能轉換。
輸送裝置由上、下排鏈部件及壓實裝置組成。通過楔形通道,將物料逐步壓實為「菸餅」。

切絲機的核心心臟。刀輥體全加工,動平衡性能優異。直徑⌀650mm,標配8把刀。
保證切絲刀鋒利度及切削圓周恆定,確保菸絲寬度均勻。
SQ35系列 vs 市場主流進口/合資機型 (EVO類 / KT3類)
全國 77+ 台套在運設備,服務於各大中煙公司核心工廠。