中國菸草切絲機市場佔有率超 50%
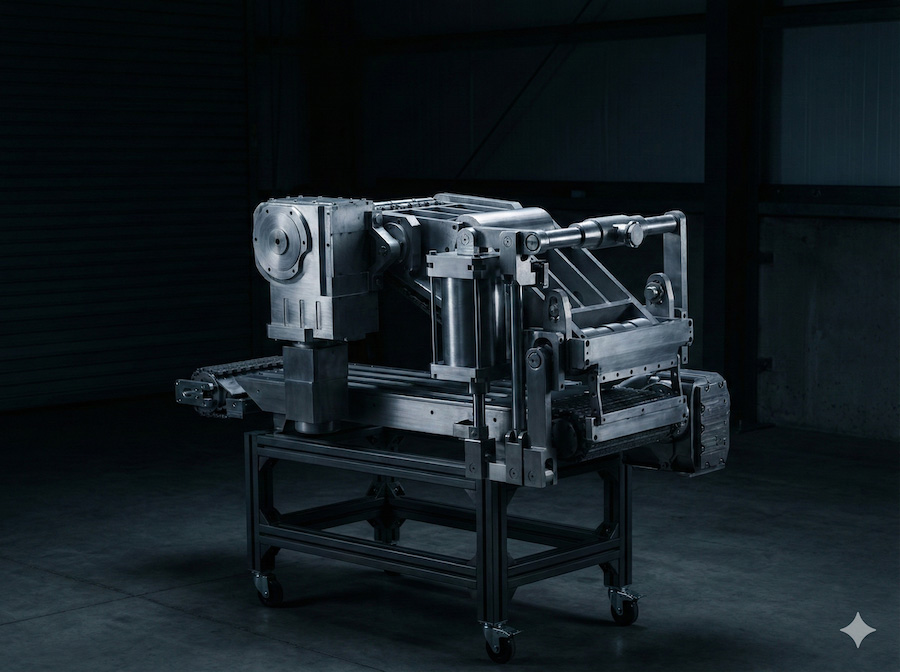
SQ34A系列
曲(直)刃水平滾刀式切絲機
突破傳統驅動方式,採用上下排鏈獨立驅動技術。
擁有自主知識產權,集高產能(最高14000kg/h)、高精度、智能化於一體。

SQ341A/SQ343A (切葉) 與 SQ342A/SQ344A (切梗) 系列
突破傳統驅動方式,採用上下排鏈獨立驅動技術。
擁有自主知識產權,集高產能(最高14000kg/h)、高精度、智能化於一體。
綜合應用國內外切絲設備先進技術,針對制絲工藝參數深度優化的六大創新。
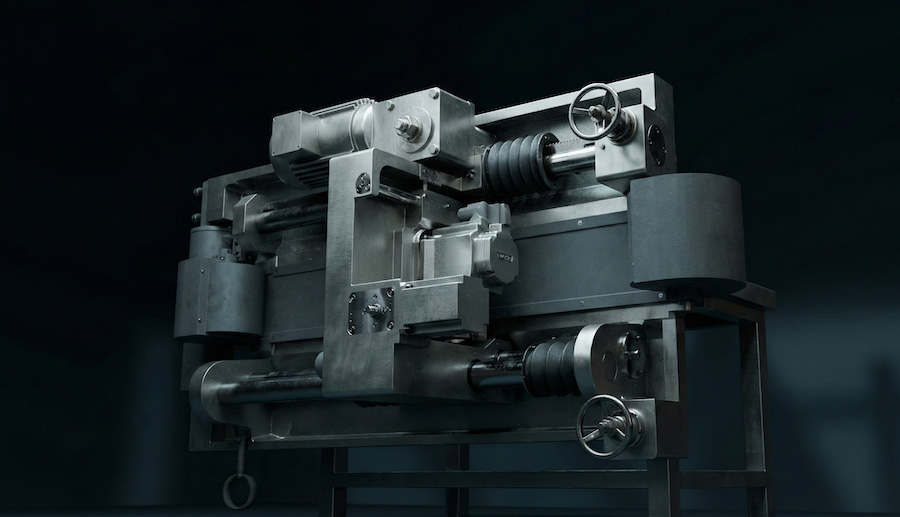
突破傳統機械聯動,採用同步伺服減速電機分別驅動上、下排鏈。下排鏈水平設置降低力矩,S120伺服系統電子齒輪精確同步控制,結構簡單,維護便捷。 專利號:ZL200520022540.6
採用浮動氣缸、增壓臂及換向桿機構。透過比例減壓閥實現壓實力自動控制,根據物料厚度自動調整,形成結構緊密的「煙餅」,確保切絲精度。
刀輥、排鏈及砂輪電機均採用西門子 SINAMICS S120 伺服驅動。多軸協同控制,動態響應極佳,無需制動電阻即可實現能量回饋,節能高效。
⌀650mm大直徑刀輥,均勻配置10把切絲刀。整體全加工構件,動平衡性能優異。配備獨立氣動進刀裝置,支持連續定量自動進給與手動/自動一體化控制。
採用外圓磨削方式,刃口為直線,刀片鋒利,切削阻力小。往復機構採用齒輪齒條結構,運行平穩,配備自動修整裝置,確保切削圓周恆定。
提供友好的三維立體人機介面。實時顯示刀門高度、料位、電流波形及趨勢曲線,操作直觀便捷。
覆蓋 1200kg/h 至 14000kg/h 的全產能配置方案
| 型號 | SQ341A | SQ342A | SQ343A | SQ344A |
|---|---|---|---|---|
| 主要用途 | 切葉機 | 切梗機 | 切葉機 | 切梗機 |
| 額定生產能力 (kg/h) | 4800 ~ 9000 | 1200 ~ 2100 | 7000 ~ 14000 | 1900 ~ 3000 |
| 切絲寬度 (mm) | 0.6 ~ 1.5 | 0.1 ~ 0.5 | 0.6 ~ 1.5 | 0.1 ~ 0.5 |
| 刀門高度 (mm) | 70 ~ 115 | 70 ~ 115 | 100 ~ 150 | 100 ~ 150 |
| 刀輥轉速 (r/min) | 300 ~ 550 (可調) | |||
| 刀片數量 | 10 把 (可選 6/8 把) | |||
| 刀輥直徑 (mm) | ⌀650 | |||
| 整機重量 (kg) | 約 10,000 | |||
* 註:額定生產能力指含水率12%,切葉絲寬度0.8mm,切梗絲寬度0.15mm時的生產能力。支持葉/梗雙功能轉換。
由上、下銅排鏈及壓實裝置構成楔形通道。獨特的擺桿滑槽機構確保上刀門運動軌跡與切絲刀切削半徑作等距圓周運動,間隙恆定。
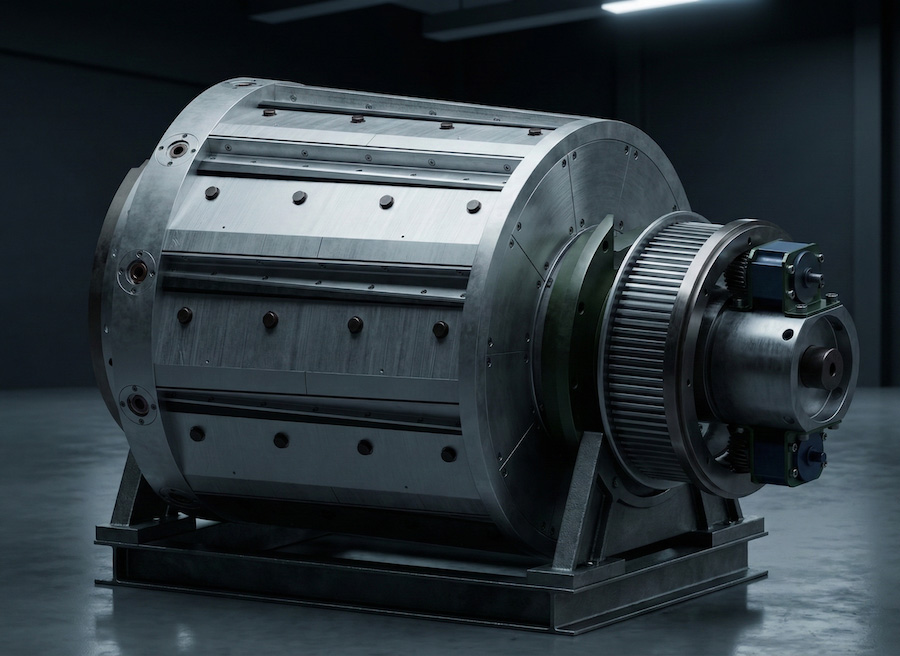
核心心臟部件,直徑⌀650mm,均勻配置10把切絲刀。整體式全加工刀輥體,動平衡性能優異。
確保刀片始終鋒利及切削圓周恆定,這是保證煙絲寬度均勻的關鍵。
SQ34A系列 vs 市場主流進口/合資機型 (EVO類 / KT3類)
SQ34A系列已廣泛服務於多家核心卷煙工廠,贏得客戶信賴。
"選擇SQ34A系列,就是選擇高效、精準與可持續的未來。助力菸草生產企業實現降本增效與高質量發展。"