中国タバコ刻機市場におけるシェア50%超
SQ351-356 シリーズ
曲(直)刃水平回転式刻機
国内外の先進技術を結集し、自主知的財産権を有する次世代の国産切断設備。
高効率 · 高精度 · スマート · 環境配慮

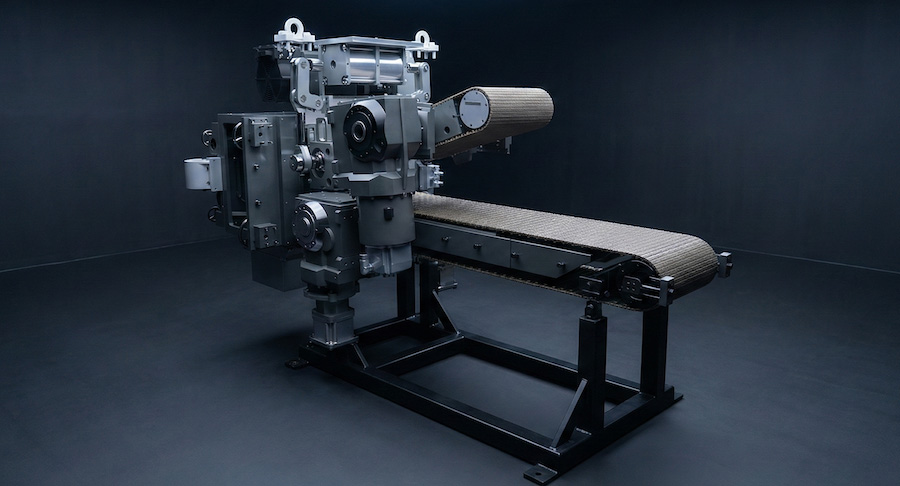
SQ35シリーズ刻機 外観イメージ
国内外の先進技術を結集し、自主知的財産権を有する次世代の国産切断設備。
高効率 · 高精度 · スマート · 環境配慮
6つの革新的なコア技術が、従来設備の課題を解決します。
複雑な機械的連動構造を廃止し、独立したサーボモーター駆動を採用。故障率を低減し、メンテナンスを容易にしました。刻幅に応じて速度比を同期制御し、精度と安定性を実現。 特許番号:ZL200520022540.6
上部チェーンの駆動輪を前方に配置することで、チェーン緊張側での圧縮を実現し、原料の滑りや詰まりを防止。フローティングシリンダーとソフトプレス技術により、原料の厚みに自動適応し、切断の柔軟性を向上。 特許番号:ZL200720104952.3
ナイフロールにステッピングモーターを内蔵し、刃送りをダイレクト駆動。断続/連続送りモードに対応。刃送り量はミクロン単位(0.002-0.03mm)で調整可能で、刃の寿命を延ばし交換頻度を低減。
ナイフロール除去ブラケットを利用し、わずかな取り外し作業でナイフロール全体を引き出し可能。メンテナンスが容易で、組立精度も高い。ロール径は⌀650mm、8枚刃構成。 特許番号:ZL200720104354.6
円筒研削方式を採用し、砥石と刃先の接触を直線に保つことで、平直で鋭利な研削を実現。切削抵抗を低減し、消耗品の消費を抑えます。ダイヤモンドドレッサーを装備。
Siemens 1500 PLCとS120サーボドライブをベースに構築。吊り下げ式操作パネル(MTP1500)により、機械の状態、エネルギー消費、故障診断をリアルタイムで監視。フィールドバス伝送により通信断のリスクを排除。
3000kg/h - 8000kg/h の異なる生産能力ニーズに対応する構成案
| モデル | SQ351 | SQ352 | SQ353 | SQ354 | SQ355 | SQ356 |
|---|---|---|---|---|---|---|
| 主な用途 | 葉用刻機 | 中骨用刻機 | 葉用刻機 | 中骨用刻機 | 葉用刻機 | 中骨用刻機 |
| 定格生産能力 (kg/h) | 4800 | 1300 | 6000 | 1700 | 8000 | 2000 |
| 刻幅 (mm) | 0.6~1.5 | 0.1~0.5 | 0.6~1.5 | 0.1~0.5 | 0.6~1.5 | 0.1~0.5 |
| マウスピース高さ (mm) | 35~85 | 55~105 | 55~105 | 75~125 | 75~125 | 100~150 |
| ナイフロール回転数 (r/min) | 300 ~ 550 (調整可能) | |||||
| マウスピース幅 (mm) | 500 | |||||
| ナイフロール径 (mm) | ⌀650 (標準8枚刃、3-10枚選択可) | |||||
| 外形寸法 (mm) | 3785 × 2110 × 2555 (本体寸法) | |||||
| 機械重量 (kg) | 約 10,000 | |||||
* 注:定格生産能力は、水分率12%、葉刻幅0.8mm、中骨刻幅0.15mm時の能力を指します。葉/中骨の兼用変換に対応しています。
搬送装置は上部・下部チェーンコンベアおよび圧縮装置で構成されます。楔形の流路を通じて、原料を徐々に圧縮し「ケーキ状」にします。

刻機の心臓部。ナイフロール本体は全面加工され、動バランス性能に優れています。直径⌀650mm、標準8枚刃。
刃の鋭利さと切削円周を一定に保ち、刻み幅の均一性を確保します。
SQ35シリーズ vs 市場の主要な輸入/合弁機種 (EVOタイプ / KT3タイプ)
全国 77+ 台以上が稼働中。主要な中煙公司の核心工場で活躍しています。